 7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE 7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
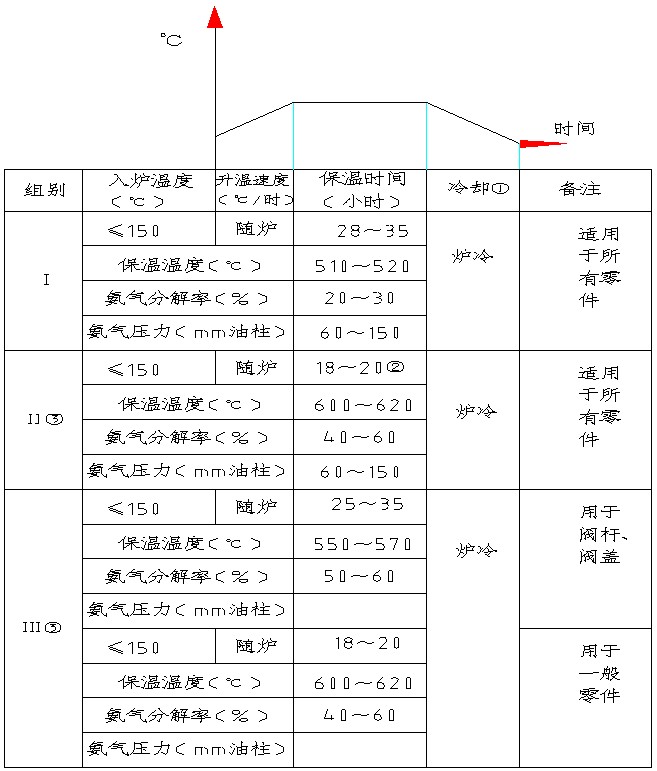
① 炉冷具体规定见注意事项④。7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
② 喷嘴组保温时间为6~8小时。7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
③ 加药丸去除零件表面钝化膜,用量每炉100~120片。7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
注意事项:7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
① 零件氮化前必须清除表面锈斑,用汽油清洗表面油污。7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
② 零件装炉时,所有要氮化的表面,不许互相接触,特别注意大工件不要放在热电偶的附近,严禁工件靠在热电偶上。对于局部氮化的零件,要检查镀锡部位是否正确。对M16以下的螺孔和¢16以下的盲孔、通孔及经镀锡保护有螺纹的氮化件的螺纹部分、退刀槽,氮化前均进行涂料保护。7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
③ 氮化件入炉后应先通氮30分钟排除箱内的空气,氨气压力控制在100~150mm油柱,待空气排除后按工艺要求调节压力控制分解率。氮化过程中氨气自始至终不得中断。7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
④ 氮化冷却时,先停电随炉冷却至≤150℃时停氨,取出零件。7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
⑤ 炉内氨气压力只做参考,操作时以控制分解率为准。7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
7OS热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
|



