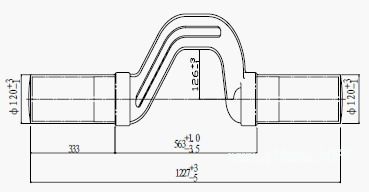
斯太尔重型汽车总成中的42CrMo钢平衡轴锻件(如图1)长期以来按下列工艺流程进行生产:下料→中频加热→滚锻→成型→切边→热校正→调质→喷丸→探伤→刷漆。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
 ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
图1 平衡轴锻件简图ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
为了满足该产品的使用性能,要求该锻件经调质热处理后应达到:硬度为28-34 HRC;表面(间隔表面1-4mm)的回火索氏体级别为1-2级,心部(间隔表面≥20mm)的回火索氏体级别为1-5级;间隔表面15mm处的抗拉强度(σb)为900-1050Mpa。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
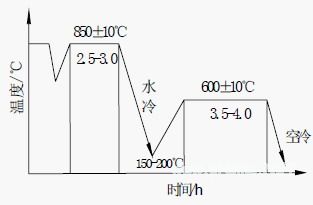
平衡轴锻件原来的常规热处理工艺见图2。热处理设备为周期式台车自然气加热炉。多件(8-12件/框)产品经850±10℃加热保温后连框一起淬进活动的自来水介质中冷却,然后进行回火。该产品热处理后出现的题目较多,主要表现在:ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
(1)同一件和不同件产品其淬火硬度较低且不均匀,多数为35-48HRC,硬度不均度达10HRC以上;ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
(2)回火后的同一件和不同件产品,硬度高低不等,返工率较大;ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
(3)产品表面和心部的回火索氏体级别多数分别为3-4级和6-7级,达不到技术要求;ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
(4)产品次表面的抗拉强度(σb)多为830-890Mpa,达不到技术要求;ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
(5)部分产品热处理后经探伤检查发现有裂纹,造成报废损失;ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
(6)产品表面的氧化脱碳十分严重,脱碳层达0.25mm以上,影响使用性能;ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
(7)热处理生产能力与铸造生产能力极不匹配,产量很低,严重影响生产任务的完成;ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
 ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
图2 平衡轴常规热处理工艺曲线ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
因此,为了解决上述题目,在保证产品质量的条件下,鉴戒国内某大型曲轴厂40Cr曲轴铸造余热淬火稳定应用八年以上的成功经验,对42CrMo钢平衡轴锻件进行了铸造余热淬火的试验及批量生产,取得了可喜的成果。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
1 淬火介质与冷却循环装置ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
1.1 淬火介质及冷却性能ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
因铸造余热淬火可明显地进步钢的淬透性,为了保证产品的金相组织、抗拉强度等指标合格并防止产生淬火裂纹,选用其高温阶段(800-400℃)的冷却性能类似于水、低温阶段(800-300℃)的冷却性能类似于油而真正能代油的海益PAG淬火剂用于平衡轴锻件的铸造余热淬火冷却。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
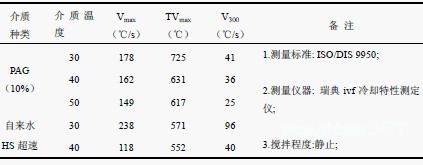
根据40Cr曲轴铸造余热淬火应用PAG淬火剂的成功实例,结合平衡轴锻件的外形和尺寸大小,经试验确定海益PAG淬火液的浓度为10±1%,其冷却性能 如表1ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
表1 海益PAG型淬火液的冷却性能ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
 ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
与常规热处理相比,海益PAG淬火液在淬火冷却马氏体转变期间的冷却缓慢(类似于超速淬火油),可降低淬火开裂的倾向,而特性温度进步很多,高温冷却能力大。 ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
1.2 淬火冷却循环装置ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
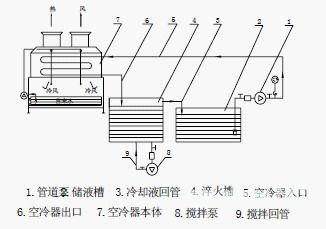
海益PAG淬火剂的使用要素主要有:浓度、液温、搅拌。由表1可见,在浓度和搅拌一定的情况下,液温的的波动变化对淬火液的冷却性能影响较大,从而影响钢件的淬火质量。为了稳定产品热处理质量,应将液温控制在较小的波动范围内(最佳为:30-40℃)。另一方面,在浓度和液温一定的情况下,对淬火液进行循环搅拌,不但可改善进步工件的淬火冷却均匀性,而且可延长淬火液的使用寿命。因此,设计了一套PAG淬火液冷却循环搅拌装置(如图3)。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
 ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
图3 PAG淬火液冷却循环示意图ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
该装置的明显特点是冷却降温换热设备采用目前国内外先进的“空气冷却器”,淘汰传统的修建水池和购置冷却塔及板式或罗旋换热器用自来水进行的二次换热。热的淬火液由一定流量和扬程的管道泵抽至空冷器经冷却后流至淬火槽,然后利用高差又溢流回循环储液槽。为了增加淬火液的搅拌效果,在淬火槽旁又增加了一台流量为50M3//h的管道泵进行自循环变频搅拌(搅拌烈度可调)。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
2生产工序流程及余热淬火工艺ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
根据锻热淬火的特点,将该锻件的生产工艺流程和热处理工艺进行了修改。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
2.1 生产工艺流程ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
下料→中频加热→滚锻→成型→切边→热校正→余热淬火→抽检硬度→回火→100%硬度检查→金相和机械性能检查→喷丸→100%探伤→刷漆。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
2.2 平衡轴铸造余热淬火热处理工艺的特点 ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
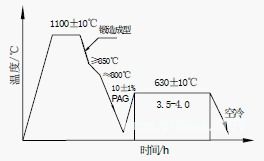
通过正交试验,优选出的平衡轴锻件铸造余热淬火热处理工艺如图4。因铸造温度和铸造后淬火前的停留时间对锻热效果影响较大,为了保存高温形变锻热淬火的强韧化效果,将铸造加热温度由原来的1150-1180℃调整为1100±10℃,并将铸造后至淬火冷却的停留时间控制在40秒以内,用红外线丈量进液淬火前的温度为780-820℃;采用带喷淋功能的空气冷却器将淬火液温控制在≤45℃,并对工件进液后的整个冷却阶段的搅拌烈度进行调整控制,即工件进液后一分钟内采用大的搅拌烈度,然后缓慢搅拌,大约6-8分钟后将工件提出淬火液进炉回火。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
另外,平衡轴锻热淬火与常规淬火工艺相比,当两者的回火硬度相同时,其前者的回火温度较后者进步了30℃以上,表明锻热淬火比常规淬火具有更高的回火抗力。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
 ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
图4 平衡轴锻热淬火热处理工艺曲线ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
3 锻热淬火的效果对比及分析ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
2.3 平衡轴锻后淬火热处理质量检验方法ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
按图1规定的部位,对锻热淬火回火后的产品经加工往除表面氧化脱碳层后,分别采用HR-150A型洛氏硬度计和HB-3000型布氏硬度计检测距φ120杆部两端面60-100mm圆周处的硬度;对回火后的产品抽样在距φ120杆部端面100mm位置处垂直轴线截取试样并按GB/T13220-91标准进行金相组织检查;每批产品抽样在图1φ120杆部处距表面15mm截取制成拉伸短试样,在万能试验机上测试抗拉强度;采用CJW-4000型磁粉探伤机对锻热淬火回火后的产品经喷丸后100%地进行分段复合磁化,检查平衡轴锻件的周向和纵向裂纹缺陷。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
2.4 综合效果对比及分析ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
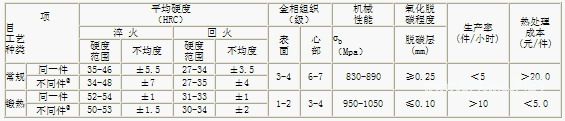
与常规热处理相比,平衡轴锻件经锻热淬火及回火后的相关质量检查结果和综合效果对比见表2。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
表2 平衡轴锻热淬火与常规热处理综合对比结果ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
 ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
@:同一熔炼炉号、同一热处理工艺和不同热处理炉次ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
由于锻热淬火进步了钢材的淬透性和组织结构的变化(马氏体细化、缺陷密度的增加以及碳化物的弥散析出等),使其淬火硬度、金相组织、机械性能等都较常规热处理有很大的进步。另一方面,在锻热淬火进步钢材淬透性的基础上,单件产品在蒸汽膜较短的海益PAG淬火液中进行均匀地淬火冷却(原工艺是多件产品堆积地在蒸汽膜较长的自来水中冷却),是进步硬度均匀性的主要原因。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
在原材料优质的情况下,平衡轴锻件批量地采用锻热淬火热处理后经检查,未发现开裂现象。一定浓度的海益PAG淬火液特有的冷却性能(在钢件的Ms-Mf区间冷却缓慢)和淬火后尽快进炉回火是防止钢件产生淬火裂纹的有效措施。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
因采用锻热淬火而省往常规热处理的重新高温长时间加热,不但可减少钢件的氧花损失及脱碳,因减少表面缺陷而进步使用性能,而且可节省大量的能源消耗、节省设备和人力。与原来相比,每件降低本钱约15元/件,在现有铸造生产能力下,全年共节约70万元以上,创造了巨大的经济效益。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
值得一提的是,将余热淬火工序安排在产品铸造生产线上形成一条龙的流水线连续生产,使热处理生产能力与铸造生产能力同步合拍,其平衡轴锻件热处理的生产率较原来进步了150%以上,保证了生产任务的顺利完成。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
4 结束语ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
通过改变生产工艺流程,对平衡轴锻件采用铸造余热淬火热处理,已批量地生产了五万多件产品,解决了原来常规热处理中存在的题目,明显地进步了产品的热处理质量和使用性能,不仅大大降低了生产本钱和获得了可观的经济效益,而且还进步了生产率。特别留意的是,对于众多能采用铸造余热淬火的钢件,为了保证和稳定产品质量,首先应严格控制原材料的质量(化学成分,夹杂物、疏松、偏析、缩孔、气泡、白点、表面发纹等低倍缺陷等),重视钢料的进厂验收和按钢厂的熔炼炉号进行分炉治理。另外,将淬火槽和连续式回火炉安排在铸造生产线上也是必不可少的。ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
ArY热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
|



