Ӳ���Dz��ϵֿ������ֲ����Ա��ε���������ĿǰΪֹ��Ψ��Ӳ�����������ֱ�ӷ�ӳ���ϱ�����Լ�������ĥ��Ļ�е�빤�����ԡ��־��ٸֵ��ߵ�Ӳ�����ȴ������⣬̸���dz������ dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
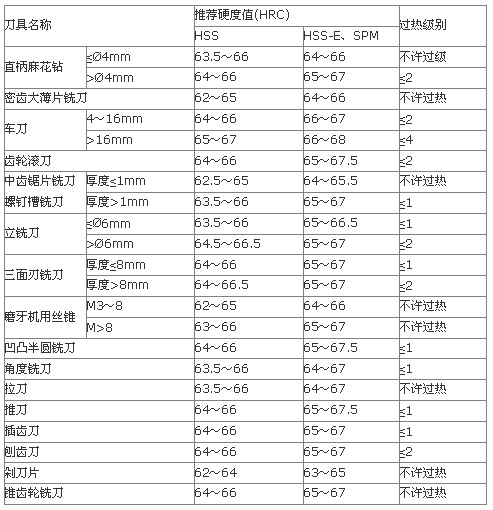
1 ���ø��ٸֵ���Ӳ���Ƽ�ֵ dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
ͨ�ø��ٸ�(HSS) ���ػ���Ӳ�ȿɴ�63��67HRC�������ܸ��ٸ�(HSS-E) ����ĩ���ٸ�(SPM) �ɴ�66��70HRC��������һ�����������µĵ�����˵���ض���һ��ǡ����Ӳ��ֵ����1�Dz��ָ��ٸֵ���Ӳ�ȵ��Ƽ�ֵ�� dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�ӱ�1���Կ�������һ�㵶����˵��������HSSӲ�ȿ�����65��66HRC �Ϻã���M42֮���HSS-EӲ����ɴﵽ69��70HRC����ʵ���ϴ��൶�ߵ�Ӳ����ѷ�ΧΪ66��67HRC��dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��1 ���ٸֵ���Ӳ���Ƽ�ֵ
2 ���ߵ�Ӳ�Ⱥ����ԵĹ�ϵ dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
Ӳ�Ⱥ������Ǽ����ڵ�����һ����Ϊͻ����ì�ܣ����߲��ϴ�̼�ع��߸֡��Ͻ߸֡����ٸ֡�Ӳ�ʺϽ�չ����ǰ���մɡ�����������ȳ�Ӳ���ϣ����ߵ�Ӳ��Խ��Խ�ߣ�����ȴԽ��Խ���ij�������Ͻ���ı�ߵĸ����Աȸ�Ӳ���ѵöࡣ dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�ڸ��ٸֵ��߲�Ʒ�У�ֻ��Ӳ��������涨����HSS����ĵ��ߣ�����ͷ��������������Ӳ��(HRCP63) Ҫ���⣬�����Ʒһ��Ϊ63��66HRC����������δ���κ�Ҫ�� dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��ʮ���ʵ��֤�������ߵ�Ӳ�ȷ���ʹ���ߵ������½���60�������ȫ��������ҵ�ܹ���ʦ���������������ٸֵ���Ӳ�ȳ���66.5HRC ���ó��������ڵ�ʱ��Ӳ���ٸֺͷ�ĩ���ٸֻ�δӦ�ã������Ĺ涨�Դٽ�����ҵ�ķ�չ��ָ�����塣����70������ձ�ѧ�����“����һ�㵶�߰�Ӳ�ȿ�����65��66HRC”�Ĺ۵㡣��ȫ�����굶�����������֪������һ��Ʒ���ŵ�Ʒ�ĸ��ٸֵ��ߣ���Ӳ�ȶ���65HRC���ϣ�����˵������Ӳ�Ȳ����ܸ����������ҹ涨��Ӳ������ָ�꣬������Ϊֻ�Ǻϸ�Ʒ�����ˮƽ��������ϸ�Ʒ��Ҳ�ﲻ�������г������о�û������֮�ء� dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
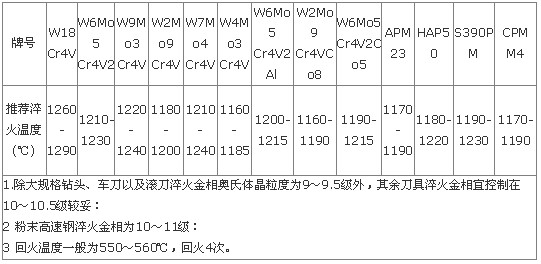
����Ӧ���ر�ָ�����ǣ�ͬ��ߣ�������ϲ�ͬ��ʹ�ȴ������ո��죬����Ӳ����ȫ��ͬ������������������ͬ�������нϴ�IJ�࣬����ͬ¯����ͬ���������ͬ��ߣ�Ҳ��������������Ӳ��ֻ�DZ�����������֯���DZ��ʵĶ��������Ӳ�Ȳ��������ȡ����Ӳ�Ȳ��Ǹ����������������ĸߵͣ�����ԭ����̼����ƫ�ۡ�������ȡ�̼�����ܽ�̶ȡ��ػ���������ȼ������������йء�ͨ�������ȴ������մﵽ����Ҫ���Ӳ��ֵ���������ȴ����м��ǹ��ĵ����⣬���д������¶���Ϊ��Ҫ������������ͻ�����������⡣���ø��ٸִ���¶ȼ���2��
��2 ���ø��ٸִ���¶�
 dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
3 ����
���ٸֵ��ߵ�Ӳ����Ӱ�쵶����������Ҫָ�꣬Ӳ�ȸߣ���ĥ�������ԲӲ�ȹ�����ʹ�����������У� ���µ���������ʧЧ�� Ӳ�����У����Ժã�ʹ��������Ҫĥ�𣬵�������ĥʹ���ָ�ԭ�еĹ��ܡ�������������Ӳ�ȸ�ʱ�����ߵ�Ӳ��ȡ���ޣ� ��֮ȡ�����ޡ�Ӳ��63��64HRC�ĵ��ߣ���Ȼ�ﵽ���ұ�������ʵ��ʹ���У���������ܸߡ�
������������θ����ٸֵ��߶�ֵ��λ����ν�Ӳ�Ⱥ�����ƥ��ã������ǵ��߹����ߡ��ȴ����������о���������⡣dsD�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
|



