本文以我公司首台进口的油淬气冷多用真空热处理炉的现场检漏分析为例,介绍了在没有专用检漏仪器的情况下,以理论分析判断为主的检漏方法,以及对真空热处理炉现场检漏的相关理论和注意事项进行了论述。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
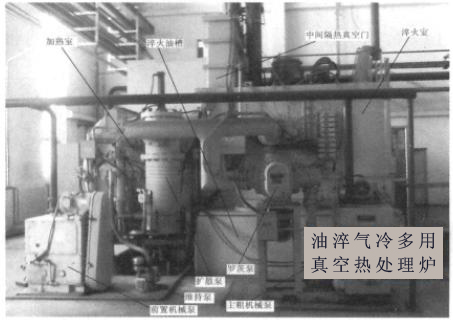
我公司的真空热处理设备越来越多,图1 是其中的一台进口的油淬气冷多用真空热处理炉,也是我公司引进的第一台真空热处理炉,该照片图比较清楚地反映出了设备的加热室、淬火室以及设备的整个抽真空系统。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
 jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
图1 我公司的一台进口的油淬气冷多用真空热处理炉jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
理想的真空系统应该是不存在任何漏气现象的。但在实际的真空系统中,泄漏是绝对的,不漏则是相对的。只要设备的真空度维持在极限真空度以上,或者压升率达到设备的设计要求,虽然存在漏气,也可以认为系统是不漏的。真空热处理设备的检漏环节主要有以下四个方面,设备设计阶段就要考虑各部件、各部位的检漏方法和时机;设备制造过程要检漏;设备安装调试过程要检漏;设备使用过程也要检漏。
jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
本文要探讨的是设备使用过程的检漏问题。真空检漏的方法很多,大的分类有压力检漏法、真空检漏法和背压检漏法三类,而压力检漏法和真空检漏法中又有很多具体的检漏方法,参考文献中有很详细的介绍。本文要探讨的是参考文献中没有介绍的理论分析法,即不使用专用的检漏仪器、利用设备上的抽真空系统和真空测量仪表,以理论分析判断为主、辅之以简易的检漏方法来解决真空热处理设备的现场检漏问题。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
1、影响真空度的主要因素
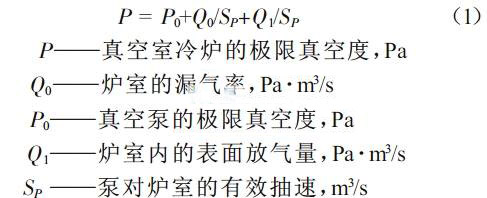
真空热处理炉正常工作时的极限真空度由下式决定:jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
 jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
由公式(1)我们可以看出,真空炉的真空度是由真空泵的极限真空度、炉室的漏气率、炉室内的表面放气量和泵对炉室的有效抽速决定的。泵的极限真空度(P0)是设计阶段的事,我们不讨论。对炉子真空度的影响因素,除了上述三个方面的因素外,还有一方面,在查到的参考文献中都没有介绍,就是真空测量系统的故障问题,它直接影响仪表的真空度显示值,例如真空规管的污染、真空仪表的零点偏移等。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
2、真空泄漏的检测指标
对于真空设备而言,无论密封系统多么可靠,微量的漏气总是存在的。漏气率是反映真空设备质量好坏的一个重要指标,冷炉的极限真空度是不能说明漏气情况好坏的,这个结论可由分析公式(1)得到[2]。目前对真空炉的漏气率均采用压升率来表示,单位为Pa/h,JB/T 8195.4- 1999间接电阻炉ZC 系列真空淬火炉标准中规定:A级<2.0 Pa/h,B 级<1.33 Pa/h,C 级<0.65 a/h。测量压升率一般采用静态升压法,也称为真空放置法,即首先抽真空到设备的极限真空度,然后关闭阀门使真空室同真空泵系统隔离,按GB/T10066.1- 2004 电热设备的试验方法的通用部分中的规定,进行读取数据,并计算压升率,也可以再乘以真空室的体积得到漏气率。压升率的测量最好是经过长时间抽真空,达到真空室内表面放气量可以忽略不计的条件,对于长期使用的炉子或真空室长时间接触大气的炉子,要先进行脱气或净化处理方可测压升率,即使这样,读取数据时也要在压力隋时间变化呈线性段上读取数据。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
3、快速泄漏的理论分析
真空度快速下降,一般不用多考虑,肯定存在泄漏点。快速泄漏原因的查找较微量泄漏容易的多,应用理论分析的方法就可解决问题,最多辅之以简易的检漏方法,就可以找到泄漏点。理论分析的基础是数据,没有真实、详细的数据是无法进行理论分析的。当炉子的真空度出现异常时,要详细观察真空度下降的过程、真空度下降前后设备的工作情况、设备上各指示仪表的数据变化情况,包括回充气压力表的变化情况,这些数据是进行理论分析的重要依据。有时候依据数据变化情况进行理论分析甚至可以直接找到泄漏点。下面举两个应用理论分析找到泄漏点实际例子。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
图1 所示的设备,有一次在正常工艺运行的过程中,真空炉加热区的真空度突然快速下降,观察淬火区的真空度基本正常没有变化,当加热区的真空度低于淬火区的真空度后,加热区的真空度仍然下降,淬火区的真空度还是正常没有大的变化,派设备操作者检查设备上加热区真空泵的工作情况,回报都工作正常。工艺过程是在回充气的过程中发生的,立即让设备操作者去检查回充气储罐的压力表变化情况,回充气储罐的压力在连续下降,初步确认可能是回充气阀有问题,马上让操作者把储气罐的供气阀关上,这时加热区的真空度开始上升,从而证实了确实是回充气阀泄漏造成的加热区的真空度下降。站在控制室里观察仪表的变化情况,派操作者分头去检查泵和储气罐的变化情况,3 min 内就把故障排除了。其实当时脑子里还想了很多,首先排除了测量系统的故障,真空规的污染对真空度的影响应该是一个缓慢变化的过程;也不会是真空室内工件表面放气引起的,因它不会产生如此大的脱气量;一定是突发的大漏孔引起的。这种漏孔的泄漏一般不会发生在静密封处,多发生在动密封处,马上想到加热区的动密封有几处,目前的工作状态与哪部分有关,既然是在热区回充气的过程中发生的,那么就是它的问题了。停炉后检修阀门,从根本上解决了问题。再举一个淬火区的真空度的问题。从图1 我们可以看出:由主粗机械泵和罗茨泵组成的抽气系统,同时连着热区和冷区,开炉时先由它抽热区,当热区达到一定的真空度时,由它转抽冷区,而这时由前置机械泵和扩散泵组成的抽气系统抽热区。有一次开炉后,先由主粗机械泵和罗茨泵组成的抽气系统抽热区,然后转抽冷区,由前置机械泵和扩散泵组成的抽气系统抽热区。热区的真空度达到了极限真空度,而冷区的真空度达不到要求,检查泵的工作状态都正常,机械泵也定期进行气镇了,初步判断冷区有泄漏,热区的真空度正常,说明不是中间门的问题,如果中间门有泄漏,冷区的真空度反而会提高,因热区的真空度高,前置机械泵和扩散泵组成的抽气系统会帮着抽冷区。从冷区经常活动的部位就只有前门了,初步怀疑前门密封有问题,再者检查前门密封是最容易的,也不需要拆设备,属于正常的维护,停炉更换密封后问题解决了。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
4、真实泄漏的判断
真空热处理设备在使用过程中,如果经过长时间的抽真空还达不到设备的极限真空度,造成的原因是多方面的,有可能是实漏、即设备的某个部位确实存在泄漏。还有很多情况是虚漏、即不存在真实的泄漏,有可能是设备的抽气系统存在问题,如真空泵的工作状态是否良好,扩散泵油是否污染、氧化了,真空泵的油位是否不足,泵油是否乳化等;真空测量仪表是否有问题、真空测量规是否污染了;再有就是材料的放气、解吸、凝解气体的再蒸发等。这时就需要采用静态升压法,利用设备上的真空表,每隔一定时间读取一次数据,绘制静态真空的压力- 时间曲线,然后根据曲线的情况判断达不到真空度要求的原因。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
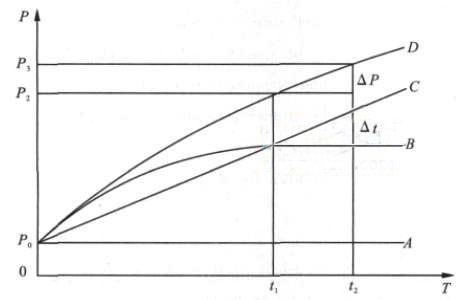
图2 是采用静态升压法,测量绘制静态真空的压力- 时间曲线时,可能出现的几种曲线。实际测出的曲线同图2 中的A、B、C、D 四条曲线中的哪条曲线接近,那么真空度上不去原因就属于哪类了,根据实际情况查找原因。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
 jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
图2 静态真空的压力- 时间曲线jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
直线A 的压力不随时间变化,且其值高于设备的极限真空度,那么真空度抽不上去的原因,就是抽气系统或测量系统的原因了。曲线B是存在放气的原因造成的。直线C 表示存在真实的泄漏。曲线D 是B 和C 的叠加,即设备同时存在着漏气和放气。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
若设备存在严重的放气,有可能掩盖真实的泄漏,所以使用静态升压法测量绘制静态真空的压力- 时间曲线前,要先进行净化、脱气处理。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
5、确定泄漏的部位
使用真空热处理设备的企业,特别是小企业一般都没有配备专用的真空检漏仪器,本人认为以理论分析判断为主、辅之以简易的检漏方法来解决真空热处理设备的现场检漏问题,是设备出现真空问题时的首选。理论分析判断的前提是设备的使用、维护要有记录,真空出现的异常要有数据。简易的检漏方法是指不使用专用的检漏仪器、利用设备上的抽真空系统和真空测量仪表来检漏。我们用的简易检漏方法,实际上就是参考文献[1]中的真空计检漏法,参考文献[3]中介绍的升压检漏法也是这种方法,只需要一点丙酮就可以了,当设备抽真空至极限真空状态并稳定后,在怀疑的部位涂丙酮,同时观察真空仪表的变化就可以了,为可靠起见,应在压力恢复初始值、并趋于稳定后再涂液体。如果几次涂液结果相同,即可确认该处有泄漏。对于真空热处理设备的检漏,专业正规一点,要有一台氦质谱检漏仪,具体的使用方法,参考文献[1]和[3]都有详细的论述。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
6、真空热处理设备检漏需要注意的问题
在真空热处理设备的检漏过程中应该特别注意几点:①真空检漏时,特别是没有专用仪器的情况下,千万不要怀疑哪漏就拆哪,拆了一个来回也没有找到真实的漏源,反而造成了新的漏源。一定要认真分析,有把握后再拆。②在开始检漏时,一定要把容易排除的因素排除掉,例如真空泵的油位是否符合要求,因它直接影响泵的抽速,是否需要气镇,抽真空系统各泵的工作是否正常。就像自行车补带一样,首先要检查一下气门芯是否漏气,然后再扒带,不要扒完带后才发现是气门芯漏气。③使用中要注意设备的维护和保养,设备的运行、维护保养以及每次维修都要有记录,便于设备出现异常时,对问题的分析判断。④图1的真空炉是我公司的第一台进口热处理设备,对其比较重视,有专门的技术人员负责指导该设备的正确使用和日常的维护保养,所以设备哪坏过、哪容易坏他都心里有数,对设备使用、维护保养过程都了解,出现问题分析起来能够得心应手。⑤将设备的检漏纳入日常的维护保养,发现气密性下降就及时解决,不要等到设备无法正常工作了才维修。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
我们的这台真空热处理设备,由于维护保养的好,十几年里一直连续开炉,没有出现大的故障,为公司创造了巨大的经济效益。jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
参考文献
[1] 徐成海. 真空工程技术. 化学工业出版社, 2006 年8月第一版.
[2] 张继玉. 真空热处理炉的检漏. 真空, 1992, (4):49- 53、58.
[3] 张伟,陈华锋,段成君. 真空设备的检漏. GM通用机械,2006,(10):52- 54.jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
jWK热处理技术网 ― 热处理行业的超级智库 CHTE 最全的热处理技术信息网站 热处理技术网 CHTE
|



