6WOИИґ¦АнјјКхНш ЎЄ ИИґ¦АнРРТµµДі¬ј¶ЦЗїв CHTE ЧоИ«µДИИґ¦АнјјКхРЕПўНшХѕ ИИґ¦АнјјКхНш CHTE
АоЦѕТе1ЎўМпИЩ»Є2ЎўёрУСєЈ3ЎўєъЕаЦР4
ЈЁ1ЎўЦШЗмТеС﹫˾ЎўЦШЗмі¤ЅµзВЇі§µз»°023-86669155ЈЁ°мЈ©Ўў13002366762 2ЎўЦШЗмЗаЙЅ»ъРµі§ УК±а402761 3ЎўЦШЗмємСТЖыіµі§іµЅОі§ УК±а402300 4.ЦШЗм»ъґІі§ УК±а 400055Ј©
З°СФЈє°йЛжЧЕёДёпїЄ·ЕЎўИлКАЎЈЛщЦЖФмµДІъЖ·ДЬ·сґтИл№ъјКПИЅш№ъјТКРіЎЈ¬ЙшМјґг»рјюЎўЖшМеИнµЄ»ЇјюЦКБїТЄЗуФЅАґФЅёЯЎЈ±ѕОДЦ»ЧЕЦШМЦВЫ№¤ТХОКМвЈ¬Ф¤ЧЈЈєІЙУГКАЅзТ»БчµДЙи±ёЈ¬Ц»УРІЙУГКАЅзµЪТ»БчµД№¤ТХЈ¬ІЕДЬЙъІъіцКАЅзµЪТ»БчµДІъЖ·ЎЈ±ѕИЛИПОЄµЪТ»БчµДЦё±кЈєТФЙшМј»тМјµЄ№ІЙшОЄАэЎЈ±нГжУІ¶ИHRC61ТФЙПЈЁHV1ЧЄ»»Ј©Ј¬·ЗВн≤3μm ЈЁЗіёЇКґЈ©ЎўІъЖ·±нГж№вББЈ¬ОЮМјєЪЈ¬Мј»ЇОпј«¶ИГЦЙўЎЈВнКПМеЧйЦЇ1-2ј¶Ј¬ІРA8%ТФПВЈ¬±дРОј«РЎЈ¬І»ДҐіЭ»тєЬЙЩДҐіЭЎЈБт»ЇОпЎўСх»ЇОпЈј1ј¶Ј¬Н¬ВЇН¬ёЦєЕН¬РОЧґіЯґзІъЖ·УІ¶ИІЁ¶Ї±1HRCЎЈ
Т»ЎўФхСщК№ЙшМјґг»рјюЦКБїМбёЯ
1ЎўЙшМјґг»рјю±нГжУІ¶ИєН·ЗВнКПМеЧйЦЇЈЁ1Ј©Јє
ФЪЙшМјґг»рјю±нГжІгЦРѕіЈіцПЦБ¬Рш»тІ»Б¬РшµДНшЧґ»тїйЧґєЪЙ«ЧйЦЇЈ¬ґЛґ¦ЗЎєГІ»КЗ±нІгС№У¦Б¦ЧоґуµДЗшУтЈ¬ТС±»№«ИПКЗУЙУЪДЪСх»Ї¶шЖ¶єПЅр»ЇФЄЛШµјЦВРОіЙЗьКПМеАаЧйЦЇЈ¬ТІ±»іЖОЄ·ЗВнКПМеЧйЦЇЎЈТ»µ©РОіЙґЛАаЧйЦЇЈ¬Ждєу№ыКЗЅµµН±нГжУІ¶ИєНДНДҐРФТФј°ЖЈАНј«ПЮЎЈТтґЛ№ъДЪНвЦЄГыµДіµБѕЦЖФмі§јТґу¶ј¶Ф·ЗВнКПМеІгєс¶ИУРГчИ·µД№ж¶ЁЈ¬ИзµВ№ъІЁ¶ыМШЎў±јіЫЎў±¦Вн№«ЛѕТЄЗуґЛІгєс¶И±ШРлФЪ3μmТФПВЎЈ·ЗАнУЙКЗЈєўЩЙшМјіцАґТЄДҐіЭЈєДҐіЭЅ«С№У¦Б¦ЧЄіЙАС№Б¦ЎЈўЪЕзНиЗї»ЇЈ¬ёГС№У¦Б¦ФЪёЯЛЩРэЧЄЙъИИЦРЛҐјхЎЈІ»ДҐіЭІ»РРЈїІ»ДҐіЭКЗПЦґъЙъІъіЭВЦµДИИГЕ»°МвЎЈІЙУГ¶аУГВЇЙъІъµДіЭВЦІ»ДҐіЭµДі§јТЈ¬ЦШЗмµШЗшУРЦШЗмЗаЙЅ№¤Тµ№«ЛѕµИЈЁ3.7Ј©ЎЈЛх¶МЙшМјК±јдЈ¬Мј»ЇОпј«¶ИГЦЙўЅЪКЎґуБї»ъјУ№¤·СУГЈ¬БмПИУЪЈєКАЅзИОєОПИЅш№ъјТЎЈ
1.1.1№ШУЪ·ЗВнКПМеЧйЦЇ
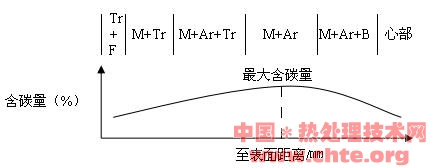
ЙшМјґг»рјюµД·ЗВнКПМеЧйЦЇ°ьАЁ±нГжНСМјРОіЙµДМъЛШМеЈ¬±нІгСШѕ§ЅзРОіЙµДЗьКПМеЈ¬УРµДёЦЦЦКЗ±ґКПМеЎЈ·ЗВнКПМеЧйЦЇІгєНёЦ±нГжє¬МјБї№ШПµµДКѕТвНј1ЎЈУРґЛЦЦЧйЦЇ№¤јюµД±нІгє¬МјБїУЙ±нј°АпіЙЦрЅҐЙэёЯЗчКЖЈ¬µЅЧоёЯЦµєуФЪЦрІЅЅµЦБРДІїє¬МјБїЎЈУлЧоґує¬МјБїО»ЦГПа¶ФУ¦ТІКЗґг»рєуЧоґуС№У¦Б¦µДµШ·ЅЎЈ
1.1.2·ЗВнКПМеЧйЦЇµД·¶О§ЈєФЪЙшМј№эіМЦРЈ¬УЙУЪДЪСх»ЇµДФТтЈ¬К№ЙшМе±нГжМјє¬БїПВЅµІъЙъ·ЗВнКПЧйЦЇЈ¬ХвР©ЧйЦЇіхЙъМъЛШМеЈ¬іхЙъЗьКПМеЈЁБ¬іЙТ»Ж¬іЖєЪґшЈ¬ОґБ¬іЙТ»Ж¬іЖєЪНшЈ©Ј¬Ії·ЦёЦЦЦµД±ґКПМеЎЈѕщОЄ·ЗВнКПМеЧйЦЇЎЈИзНј1ЈєЙшМјґг»рёЦ·ЗВнКПМеЧйЦЇІгєН±нІгМјЕЁ¶ИµД№ШПµ
 6WOИИґ¦АнјјКхНш ЎЄ ИИґ¦АнРРТµµДі¬ј¶ЦЗїв CHTE ЧоИ«µДИИґ¦АнјјКхРЕПўНшХѕ ИИґ¦АнјјКхНш CHTE 6WOИИґ¦АнјјКхНш ЎЄ ИИґ¦АнРРТµµДі¬ј¶ЦЗїв CHTE ЧоИ«µДИИґ¦АнјјКхРЕПўНшХѕ ИИґ¦АнјјКхНш CHTE
1/9 1 2 3 4 5 6 ПВТ»Ті ОІТі
|



