������ʹ��̼��������������������ȵ�λ��ͬʱ���ܡ����ġ�����Ч��ɹۣ�
��־��1��2����ѧ��3���� ��4��������ʤ5,������1��2
��1.������������豸����˾,���� 400039; 2.���쳤����ҵ¯��˾, ���� 401329; 3.���ݳ��ֹ�˾,���� ���� 400029; 4.�Ĵ�����ʵҵ��˾,�Ĵ� ���� 612260; 5.���콨�蹤ҵ��������˾, ���� 400050)
ժ Ҫ: �ڡ������ȴ�����2000���25����11�ڿ�����Ϊ“��̼������������������֯�γɵ�ԭ��ͷ�ֹ��ʩ”���ڡ����ִ�����2011.(6)��79-86������Ϊ����������̼������������������֯�γ�ԭ��ͷ�ֹ��ʩ�Ļ����ϣ����ݽ�Ҽ�����ȴ��������е�ʵ���ܽ�Ͳ�Ʒ�����ļ��飬����̼������������������֯�γɵ�ԭ��ͷ�ֹ��ʩ�����µļ��Ⲣ�������ơ��ٴ�ǿ���˲��þ��������Ȼ�����״�����������̼��Դ�Ǽ��ٷ���������֯����Ҫ��ʩ�������ڼ�����������֯ʱһ��Ҫdz��ʴ����������������ʴ��2011��5�±�����һ�ع�����Э�ֶ���¯��Ҧ�������ȷ��֣��ڷ�硢���س�����̼����ЧӲ����2.5��3mm����������������ʴ��15��20μm����������������������ȵ�λ��2011��8����������ͨ�÷ᶫ����Ⱥ�ܹ�Ҳ��������Ч������
�ؼ��ʣ�����������֯����Դ������dz��ʴ
Further Discussion on the Forming Reasons of Non-martensite
Structure on the Surface Layers of Carburized and Quench
Hardened Parts and Its Preventive Measures
( how to make the quality of carburized layer in a
leading position in the world, at the same time,
energy saving, consumption reduction, substantial
economic benefits )
Li Zhiyi1��2, Ma Xuewen3, Pu Ling4, Xiang Shucheng5, Li Xiaopeng1��2
Abstract: In the" metal heat treatment" in 2000 twenty-fifth volume
eleventh periodical published entitled" the hardened steel surface
layer of martensite formation reason and prevention measures"
and in" gear" 2011 ( 6) : 79-86 published entitled: the: carburizing
quenching surface layer of martensite formation reason and prevention
measures on the basis, according to the recent one year in heat
treatment production in the actual sum and product quality inspection,
carburization and quenching, surface layer of martensite formation r
eason and prevention measures in a new light and sound. Once again
stressed the importance of using purified natural gas, methanol,
ammonia carburizing gas source is to reduce the martensite
are important measures, and in the examination of Non-martensitic
structure must be superficial corrosion, intergranular oxidation
( corrosion ) in 2011 May Beijing Sany ( Ai Xielin furnace ):
Yao Donghai first discovered in wind power, heavy-duty gear
carburizing on the effective hardening layer of 2.5 ~ 3mm, intergranular
oxidation ( corrosion ) 15 ~ 20 ~ M. The quality of the surface layer
in a leading position in the world ( 2011 August Chongqing new
GE Feng Dong Han Boqun chief engineer also found similar results ).
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
Key words: non-martensite structure, gas purification, shallow corrosion
0 ����
����[1]����̼������������������֯�γɵ�ԭ��ͷ�ֹ��ʩ���˲���������[2]�Է���������֯�����˳�����˲��䣬���ٴ�ǿ������dz��ʴ���丯ʴʱ��Ϊ�����GB/T9450-2005��������̼���Ӳ������ȵIJⶨ��У�ˡ��е�1/2~1/3Ϊ��ͬʱ���Ը��ִ�ʩ�����γɷ���������֯�ĺ�����������
������������̽�����о����б�Ҫ�ٴ����������Բ��������ĥ�ݵȱ�����ʩ��ļӹ����������ٷ���������֯���������ֵ�����쳧�ҿ��ǵ����⡣
1 ������̼������������������֯
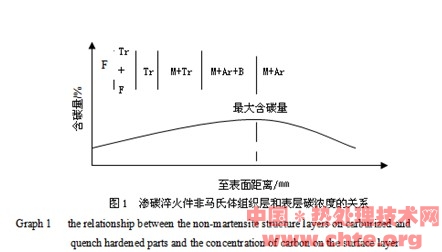
�������ϵķ�������֯������������ƶ�Ͻ�Ԫ�ص��¶��γɡ�һ���γɴ�����֯�������ǽ��ͱ���Ӳ�Ⱥ���ĥ���Լ�ƣ�ͼ��ޣ����ɾ����߽���������Ӧ��������������ϸ���ƣ��������ĵط�����……��
��̼�����ķ���������֯������������̼�γɵ������塢�����ؾ����γɵ������壬��Щ���ֻ��б����塣�Լ��ڲ���ʴ����������������������Ŀǰ��������������̼�����ò���ʴ�����¿��������������磺�����֣�����Դ�������ϸ�ʱ�����������������������⣬��Ȼ�������H2S�ͽ�����������
�Է���������֯�����˳��������̬����[2]Ϊ�������塢������+�����壨��һ���������������壨�ڴ�����������+�����壨�ڶ�����������������+�����塢�����塣һ�㽲����ʴ�������������ľ����������С��dz��ʴ״̬�µķ���������֯����ȡ�
2 Ӱ���γɷ���������֯������10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.1 ԭ���ϵĶ���10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.1.1 ������̼����Ҫ���֣�18CrNiMo��20Cr��20CrMnTi��20Cr2Ni4��20Mn2��20MnVB��20MnTiB��20MnCr5��20CrNi3��20CrNiMo��22CrNiMo��22CrMoH��40Cr��45#��35SiMn��40CrNi��40MnB10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�¹���18CrNiMo��17CrNiMo6Ϊ��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
������20CrNiMo��17CrNiMo6Ϊ��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
���ڣ�20CrMnTi��20CrMo��22CrMoH��17Cr2Mn2TiH��22CrNiMo��������ҵϸС������̼Ϊ���ͳɱ�����A3�֣�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.1.2 ��̼����B��Ti��Sn�Ŀ��ƣ�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.1.2.1 һ����:���������̼����Ҫע�⾧��������γɡ�������γ�ʹ����ֲ������½�(���)��ֱ��Ӱ��ĥ��Ӧ����С��ĥ������Դ���γɡ�����������������γɣ���ұ��ұ������Ϊ�����ȴ���һ����;�����廯�¶�Խ����ȴ�ٶ�Խ���������������������ҲԽ�࣬����ȴ�ٶ�����ʱ�����п��ܷ�ֹ�����ƫ�ۡ���˵�����������������пɿ��DZ��ٽ��µ���Ʒ���……��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.1.2.2 ����������̼����Ҫע�ⷽ���ѣ�TiN�����γ�ʹ����ֲ������½�(����)��ֱ��Ӱ��ĥ��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
Ӧ����С��ĥ������Դ���γɡ��������������γɣ���Ҫ��ұ��ұ�������Ŀ��ƣ��ȴ���һ�����������廯�¶�Խ��ǿ�ȷ������۽��ڰ������ڣ�Ȼ������ȴʱ��ȷ������ȴ�ٶȱ������ھ���ĸ������Ӷ��������������γɡ������ѵ��γɣ����ߺ���̫�ߣ�����ʹ��̼�ٶ��½�……������������Ϊ[3]�����Ѹ����ײ���Һ��TiN�Ӷ������ֵĽӴ�ƣ�����ܡ��ڱ�֤��̼�¶��¾����㹻���������Ti(C��N)������Ч����������ֹ�����徧�������ǰ���£��ʵ��������Ѻ�������Ч����Һ��TiN��ͬ�����������ۺϿ���N��Ӱ�죬��ͬ�������ĸ��У���ת¯�ֺ͵�¯�֣��Ѻ����Ŀ��Ʒ�ΧӦ��Ӧ�����������о���Ժ�����߸������ź����������Ż��Ѻ�����20CrMnTiH�֣���ȫ������Һ��TiN��ͬʱ�����������������ϸ���ƣ���Ӵ�ƣ�������ﵽ107���������ȴ�ͳ������20CrMnTiH�����һ��������������̼�Ĺ���������������+�״�+���������Լ�ͨ����C-N������N-C������������TiN���γ������ʵ�������10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.1.2.3 �������Ŀ���10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
���⾧����������γɣ�ұ��ұ������������������0.5% ���� ��ͬʱ��ֹ��400�����һػ�ͨ����̼�����ڵ��»ػ�������֯�����γɡ�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
1.3 ����Ҫ�������һƷ�Ƶ¹�SEW���ٻ���˾��ԭ���ϵĶ�����Ҫ���⺬��≤2PPm������≤20PPm10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�����������≤1��������≤1���������DZ����õ�ǹ�ڸ֣�������≤1.5��������≤1.5��������֮��≤2.5����10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
ԭ������ұ���������Ƽ�����ճ����������⣬�ų������裬���������ķ��������ٲ��ϵ����ʡ�ƫ�������ڸ���ԭ��ԭ����״̬��������Ҫ���е�����������10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.2������������һ�����950�棬���¶ȵ�Ч����ر���������Ƶĺ��ϣ�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�������𣺸���κ����֯��ԭʼ�������ȣ�Ӧ��״̬����״ƫ�����Ͻ�Ԫ��ƫ�������ܶȾ����ԣ���������̬������״��Ϊ������״���⺬���½���������������ƣ��Զ����������֯���˻��������������ã�����1975�걨��Ϊ���ϣ��Ͻ�Ԫ�ضຸ��ʱ������������ѧ��Ф�Ǻ���[4]2005�걨�������տɻ�����õ������ԣ��һ���С��������ߣ���������ڷ����µijߴ��ȶ�����ߣ�������״̬�µIJ���ʹ�Ժ���±��洦�������е�����Ӧ����ʴ����������м������á�����[3]�Ӷ��ݻ�����о����ٴ���֤�����۵㣺ԭ���ϴ������Եijɷ�ƫ�������ܶȲ�������ʹ���ִ��ѹ�����������ڲ�ͬһ������֯ת�䲻һ�£������˸���Ӧ������Ӧ����ʹ�˳������쳣���ȡ����ڣ�GB/T1979���ж�ƫ�����С����״û�й涨�������û��ɹ����ָ�ʱ���ע�ֵĵͱ��ֵĵͱ���֯����ǿ�ֲĽ������顣10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.3 ��̼��������Դ��ѡ��[6��7]
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
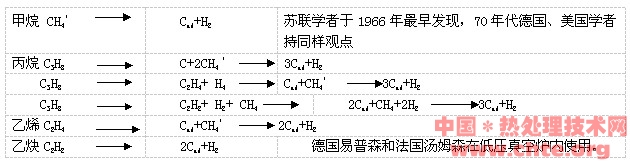
���������������IJ��룺���ϵ���̼����CO→Cad+CO2��������̼������Ȼ����һ����̼��ͬʱ��һ��������������ʹ��̼�ٶȼ�����10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�����������µ���̼��Դ������̼�������£� 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
Ŀǰ�ܲ�������������̼����Դ����Щ��Դ��һ�������²����Ż��������ע���Ż���ʩ��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
*��ֱ�Ӳ�������̼����̼����10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�����������Ȳ(C2H2)�����飨C3H8)���״�Ҳ����Ȼ�������,�����ں�ˮ������ָ���һ��6mg/m3���ҡ�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
Ҫʹ�����μ��µ���̼�����ﵽ�������ɻ���̼ԭ�ӣ���Դ����Ҫ���Ǻ���ˮ�Ŀ��ƣ�����Խ��Խ�á�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�Ż���Щ��Դ�Ĵ�ʩ��ˮ������������Խ��Խ�á��ر�Ҫǿ���ȶ��ԡ��ɿ��ԵĿ���[4��5��6��8]��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
���ڳ�����Ȼ���к���ˮ���л��������Ҳ����ܴ�������ͬһ���������˾�IJ�ͬ���ߣ�������ͬ�Ľ��ۡ���Щ����ֻ֪�ü������������ˮ�������……������������̽ͷ�������͵�˼·�����������������Ȼ����ʰ������Ϊ[5]���л���30��248mg/m3������10��70 mg/m3����46-97 mg/m3����Щ�������ﵽ200��mg/m3����ˮ��¶�㣾10��24�档��ʱ����Ȼ���������豸���ޣ�������Ȼ������ߴ�1100mg/m3����ʱ�ܶ೧�Ҿͻ�ͣ������������Ȼ�������豸�ij��ң�ֻ�轫����ʱ�����̾Ϳɣ�����ͣ����10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
Ӣ���յ����Ͼ�����Դ���������ƣ�����ָ��ԭ������ֳ���[11]���еij��������������⣬�������г������䣻��Щ�����豸���ҽ������˳��й��г����ɶԱȿ����ܶ�1.27�K.m-3����Ȳ1.17������0.72������1.9���ɼ�����������������ѽ⣬������¯�ڴ�������[15��16]��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�ܶ�����д�������ϵ���Ȼ����930�����Ͽɳ���ѽ⣬�����¶ȵ��½����׳���ѽ⣬�����ھ���־�������910�泤����̼���������ȶ�����̼�ڡ�����ʹ�������ɫ������̼�ı���Ӳ�Ⱥͷ���������֯���ﵽ�¹������ᡢ���ۡ��������������¯����̼����ҵ������850��860���µ� C—N��������Ҳ�ʹ���������ɫ����̼�ڡ�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.3.1��Ȼ������������10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
���������о�������Դ��̼ʱ�����Ƚϸ�����Դ��̼�Ľ����ȷ�ϣ���Ȼ����Դ��������̼�ȴ�����Դ����õ���Դ[1��14]�����������Ǽ������ܴ�ͳɱ����Ĵ������������쳧��һ�����ڲ��þ�������Ȼ����������Դ�������ԼԼ50��Ԫ����ݹ�˾[5��8]���Լ85��δ���������ֱ�����11%�������ѧ�ķ��֣�+Rx���ղ���̿���ܹ��������18%�����ľ���Ч�棬�Լ��Ծ�����Դ�豸����������ߵ�Ч�档����������̼������죬���ֽϸߵ���Ч̼�Ƶ������ų��Dz���������̼�ƣ���������̼�����������µ���������ʹ��̼�ٶȽϻ��������ϲ��̼�ƣ������溬̼����ߣ���̼ʱ����̣���̼���������������֯�ĺ�Ⱥ��ܶ���ͣ�һ�����0.003mm����[4](dz��ʴ)������Ӳ��HRC61���ϣ�HV1ת������̼���K����ɢ������70����г��Ͼ��и�ʽ�����������豸����Ч������ȡ������ؽ����������������л�����������ȣ�����������ʵ���ϵIJ��ģ������ʵ�ʴ�����ҵ�Եij��������ҽ�����е���Ȼ�������л������;��в��ܴ�IJ�����Χ���뾭�ܳ��ڼ�⿼�飬�Է���żȻ�Եĺϸ���ء�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.3.2 ���þ��������Ȼ������Դ10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
1������ʽ����10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
������ʽ�����У������˾��������Ȼ����̼������ݹ�˾��ѧ�ģ��߹���������Rx������CO����һ��ߴ�22%����ߴ�31%���������ñ�����ʱCOֻ��17%�������̼������ǿ��ͬ�����豸��Rx������Ҫ�ʵ��½�һЩ��������Ҳ�ʵ��½�������ʹ�ܵĺ������½���������̿�ڣ���̼�ٶȷ�����ߣ�����������֯Ҳ�١�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
ʵ�����������ͬ�����þ��������Ȼ����ͬ��������ʽ���գ���ݹ�˾����̼���ֹ�������ɫ����̿�ڣ�����������֯���٣��ﵽ���Ч����һ�����ھ��������Ľ������ڵIJ�ƷҲ�ʹ�������ɫ����̿�ڣ�����������֯�ؿɿ�����7μm���¡��¹����sew�����̷���������Ȼ�������豸����ʽ����1500kg����¯��̼ʱ������0.8m3/h……����ŷ�ޣ�������1.1 m3/h����Լ���ü�ֵ�ɹۡ�Ŀǰ������������Ȼ�������豸��ͬ����һ����������Ȼ������ʽ����[12]����������֯һ����20μm���ҡ�2011��5�±���31�ع�Ҧ��������ʹ����Ȼ�������豸��Э�ֶ���¯��ЧӲ�Ȳ���2.5��3mm�ķ�����س��־�������������ʴ��15��20μm��������������������ȵ�λ��2011��8����������ͨ�ã��ᶫ�豸�����ᶫ����Ⱥ�ܹ�Ҳ��������Ч��……�������ݾ�������֪����������ֲ��ö���¯������ֻ̼�������ҡ���Ҫ������̼��Դ���������գ���ʿ�س�������̼����0.68��0.85/5������������12��24μm/5��……[13]10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��Щ���Ҳ���Rx���գ�����Ȼ��δ�������߾������ã����������ij���Rx���շ������е��ѽ������������Ҫ��ɣ�����һ��������Ч�����������м����ȴ�����������������……��������Ч��Խ��Խ����ѽ���ж���̿�ڣ�¯���ڻ��л�ɫ��״���ɫ��״�����������������ɣ�����̼¯���ڷ��ֻ�ɫ���ʣ�������¯���ڱ�ճ�ú��Σ���������������……������Ȼ���й������еĵ����ﵽ200��mg/m3�������������һ����100 mg/m3���£�,��ͼ210R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
ͼ2 ����ij����Ȼ��δ����������¯���ڲ����Ļ�ɫճ���¯�ң�����:0.1%,������31.3%,��δ������Fig 2 a domestic natural gas purification plant without furnace10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
to produce a yellow adhesion complexes ( ash, sulfur content: 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
0.1%, iron content 31.3%, mercury without laboratory)10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
����˹��ѧ�����о���Ȼ����̼����е��������ʱ����H2S�����ڿ�Ѩ��MnS��NiS�����ڿ�Ѩ�ı���㡣�����������������˹����Ȼ������ʽ�豸��������������Ҫ�������ر��0.5 mg/m3����……10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
Rx�е��ѽ������S�����������γ�ʹ�ѽ���ѽ�Ч���½��⣬ʹ�ѽ��е�����ɵĶ����״������������ͣ�ճ���ɳ۶��黯……�������ѽ���ķ�����������½���Rx������������̿�ڣ����뻹�������ѹ�����……��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
Rx�������IJ��������������벢�γ������������������ѣ��Ͽ�Ϊ������Ͽڣ�������……����65�������о���Ȼ��ĩ����ͨ��������Ƶ�75KW�������ޡ����¯������˿Cr20Ni80,����������Ͽڣ�������ﱵ�Ҳﱲ�����������֯Ϊ�����塣�������→��������䣬������ѹ˵����→�����ƫ��ʹѹ������������Ӧ����������→��������䣩�ͼ����ھ�����������→�����ƫ��ʹ�������ھ�������→������ʧ��→��������䣩����˵�⣬���뻹�����йأ����ȸֵ����¯�������ͼ2���ӹ�…….¯�ҷ���Ϊ����������������10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2��ֱ��ʽ����10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
������꼯�Ų��þ��������Ȼ��ֱ��ʽ��̼����ЧӲ�Ȳ����0.8mm����£�����������֯�ܿ�����5μm���¡�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
3����→�״�→�����������Ȼ����10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�ù����£����ڣ�1���������Ʊ�ͨ���ñ�Ĥ��̿����ɸ�Ƶ��������г��ڵ��������ܴ�99.99%����������ʱ����ӳ�����˥��һ��2���ͺ��Ѵﵽ99.99%��Ӱ����̼��������������֯�Ŀ��ơ���Ȼ������Һ��һ����ȶ�����Һ���Ϲ�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��2���״�����������̾������Ϊ��Ȼ���Ʊ�������ˮ���л�������Ŀ��Ʋ��ߣ�Ҫ�ﵽ���ʴ����ļ״�Ӧ����“��ˮ���״������豸”���ɴﵽˮ�ݣ�¶�㣩��-42�桢�л���≤3mg/m3������≤1mg/ m3���ͻ�ʹ�ȴ��������ȶ���ߣ�����ν99.99%�ļ״��������Ǻ���……����������……��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��֮������“��→�״�→���������Ȼ��”�ķ���������֯�Ŀ��ƣ������ȶ��ء��ɿ��شﵽ5μm���¡�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�Ĵ���һ�ҹ�����ֻ����Ȼ���е��������л�����������ֱ��ʽ������̼¯����̼18h������ķ���������֯�����40μm��ij���Ź�˾���ȴ������õ�+�״�+��ͪ�ĵ�עʽ��̼�������õĵ��Կ�������Ĥ���뷨�Ʊ�����������99.99%�Ĵ��ȡ�����������������ڼ䣬��̼�����ķ���������֯�����ܿ��Ƶ���3μm��������ʱ������ƣ��Ƶ���Ĥ����ϵͳ��PSA�Ƶ������ܱ�֤�������У�ʹ�������Ĵ����ܵ�Ӱ�졣Ŀǰ��̼��0.8��1.2mm�Ĺ�����̼���������������֯���ȴ�20-30μm�����״���ˮ��������ʱ������������֯�������ﵽ40μm��ʹ��̼��������Ӳ�������½�����ˣ��ڵ�עʽ��̼ʱ�������ϸ���Ƽ״���ú�͵������еĺ�ˮ��������ͬ������̼������ʱҲҪ���ư��еĺ�ˮ����������ˮ������Խ��Խ�á�Ŀǰ�г��а��������豸���������ǵķ���ר�����������豸“����”2�ֱ�ͨ����……�ٽ�һ��ϸ�µ�ѯ�ʣ�ʵΪ������ˮ�豸……����ˮ��ȣ���������������Ƕ��٣�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.4 ϡ����̼�������ٷ���������֯���γ�[12]10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
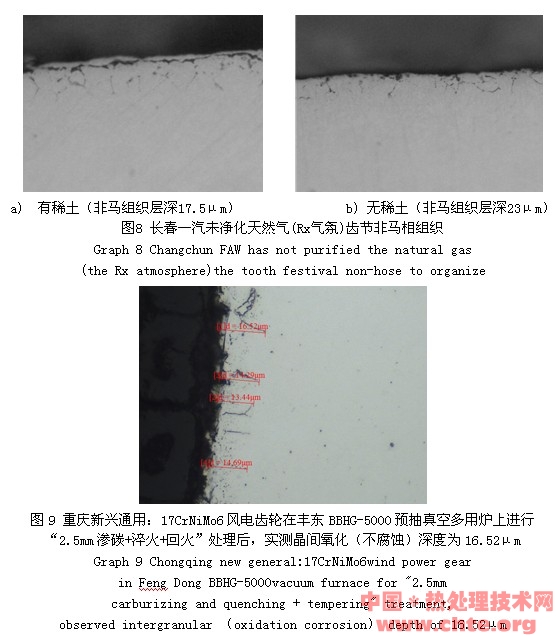
�ź��������Ȩ����������־�塢�Ź��������о�ϡ����̼�����ж�20CrMnTi��20CrMnH��20CrNiM�����ָֽ����С���ϡ��Ԫ����̼�ĶԱ����������ϡ��Ԫ�������ܹ���Ч�ظı��������Ľṹ����ʹ��̼�ٶȼӿ졣����ͬ��������Ҫ������ʱ������̡�������ʱ����١�����������֯���١�������Ϊ��ϡ���IJ����п����谭��������ɢ���ڷ�������֯����12.5μm����£��ڴ���֯��ֻ�еڶ�����������ͼ8��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
������������Ȼ��δ�����½��У����˹������ھ��������Ȼ�������½��У�����Ŀǰ�����̼����C2H2����ˮ���л�������Լ6mg/m3���п�����Ч���ᳬ�������̼�����10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.5 ��������������Ӧ��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�������ڴ���ʹ��̼ʱ�����̣�������ʱ��Ҳ��Ӧ�����̣��ʹ�Ҳʹ����������֯���١�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
���Dz���C-N������������N���������˼��������ǹ�Nad�Ļ��ơ����ù�Nad�Ļ���Ϊ����[2]��ֻ�н������е�ˮ���л���������Ƶĺܵ�ʱ������������֯�����ȶ��ؼ��١�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.6 ��ѹ�����̼������Ӧ��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�¹������ᡢ���ۡ������ȶ�����Ҫ��ߵij��־�������һ��������������̼����Ӳ�Ⱥͷ���������֯�ͱ��Σ���̼���ټӹ����棩���������ɳ��ֹ�˾���õ¹�lpsen¯���˱�����Һ�����÷���ECM¯��Ψһȱ�����Ƚ��豸�����������ϵ͡�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�������ɳ��ֹ�˾����Ipsen¯������ЧӲ�������0.8mm����£�һ�����������֯≤3μm����Ҳ��ʱ��3μm��������Ϊ������ʹ�õ���ԴΪC2H2���������Ϊ��Ȼ�����죬������Լ6mg/m3������ˮ��Ϊ������������������֯����������л���ˮ�ݵĺ���������������������ܶȣ�1.27kg/m3����ȣ��ҿ�Ϊ1.17������Ϊ0.72,����Ϊ1.9���������ᣬ��������С�������ѽ⣬��������¯�ڲ������ǣ������ٳ����ü�����ҿ����Ա����飬�����ҿ�����Ȼ�����죬�Ѿ���������������6mg/m3���ң�������δ������ʹ�Աȶȵ��о�Ƿ��ƽ��������“����”���������þ��������Ȼ����һ������ɿ���Ϊ1mg/m3��ˮ�ݣ�¶�㣩-50�����£���Ȼ�к�ת�����õ���̼ϵ�������ݣ���Ȼ���µķ���……���ڴ���ȥ����……���ؽ�����ʷ�ᣡ10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��Ȼ�����¯���豸Ͷ�ʺܴ�����С���Ǿ��о����Եġ��¹�sew��˾����Rx���ն���¯�ۼƣ��Ѷ�30m3/h��Ȼ�������豸��ʰ̨��……�����Լ400�����ҡ�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.7 ��ͬ��̼���ֵ�Ӱ��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��Cr��Ti��V�ֵ�����������С�����Ѹ������Ѻ���̫�ߣ������ѵ��γ�ʹ��̼�ٶ��½������к���������0.2%��0.4%Mo��ʹC�������ƣ�����˸ֵĴ��ԣ�ʹ��̼����������������֯���dz��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.8 �ȴ������պ��豸10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�ּ���̼���ʵ���ߴ������¶ȣ����ʹ������������ת��TTT�������ƣ��Ӷ����ٷ���������֯������ų���̼¯�еIJ���������ʹ��̼�����ȶ���Ҳ�ܼ�����̼�����ķ���������֯��¯�ӵ��ܷ��Ժã�¯������������룬Ҳ�DZ�֤���ٷ���������֯����Ч��ʩ����ͬ���ҵ��豸�����ܷ��Բ��������������̼����������������֯�ĺ��Ҳ�в��졣�ֱ�������ʽ����עʽ��ֱ��ʽ����ô��̼�����������������ֹ������٣�Ŀǰ�����ⲻ��ʹ�ó��Ҿ�̽����һ����……��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
���ǽӴ��ĺ����ˡ������ˡ��¹��ˡ��ձ����ڹ��ڵ�������ҵ����������ʽ����……���¹�SEW��˾���������ij�����̼����Ķ������ﲨ��Ī˹�ز�ʿ��������ʽ���������ȶ�……��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
2.9 �����ȴ���ʵ�Ӱ��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��̼��ʩ�о��ҵĴ����ȴ����Ч���ٷ���������֯������ʴ�����µľ�����������Һ����ȴ�ٶ��أ��ڲ����¿��ѺͲ������ػ����ǰ���£�������ȡ��ȴ��Ĵ����ʶԼ��ٷ���������֯��������PAGˮ��Һ�����ô�����������ÿ��ٴ���ͱ�����ͨ�����������Ϊ��ֹ�������ѡ�������ת���ٶȿ��������ת���ٶ����Ĵ��Һ������1�Ĵ��£���PAG-��B���е�������10%Ũ������������ٱ�ˮ������ϡ�������������ȴ�ٶȽ����ͨ�ͼ���ȫ���ƹ��ر�����̼��������¯������30̨Ӧ�ã���10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
3 �����豸��������̼���������ķ���������֯����ıȽϺ�����10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
3.1 ��ЧӲ�������10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
���ڸ�������ƷҪ�����ЧӲ�����ͬ������ڱȽ�ʱ����ע����ЧӲ������ȡ�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
ע����A����ЧӲ������Ϊ0.8mm��B����ЧӲ������Ϊ2A����1.6mm������ôһ��B������̼ʱ��ΪA��һ�����ϣ�������ʱ��Ҳ��һ�����ϣ���������̼��������������ɢϵ���IJ�ͬ������������֯B����һ������A����һ�������ӱ�1�пɼ�����ݹ�˾��ѧ�ķ�����ЧӲ������Ϊ1.6mm�����ķ������5μm���ҡ�������Ŀǰ������ڵĵ�ѹ���¯��̼��������Դ�����Ȳ��ȶ����г��ϵ��ҿ顢��������Լ6mg/m3���ң��г�ζ�����������л�ɫ�����ˮ��Ϊ���£�Ҳ���Ѵﵽ��һ�ȶ��Ľ����10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
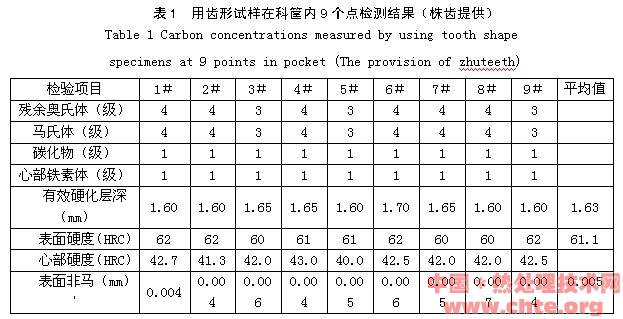
*ע����1��dz��ʴ��������ʹ����Ƕ������������Ҫ��Щ����2��ԭ�����̼�ڽ϶࣬����һ�������Ҫ�á�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
3.2 ���ڲ��ֳ�����̼������������������֯������10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
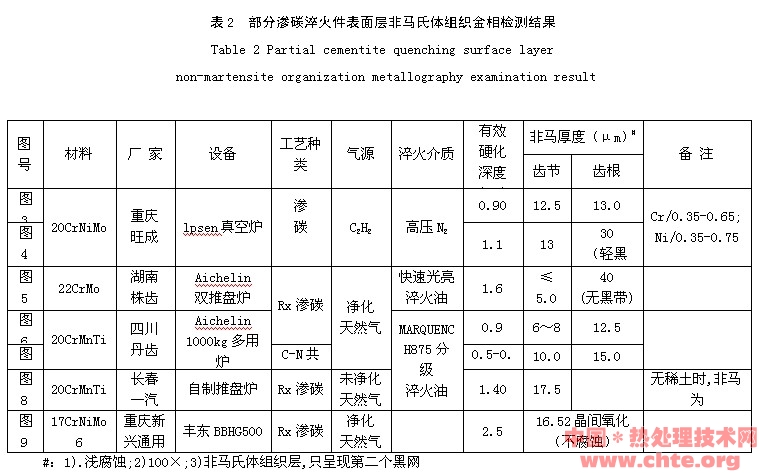
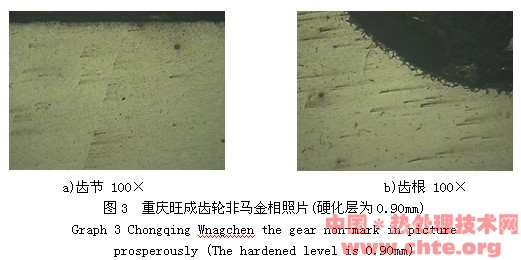
�������ɡ�������ݡ��Ĵ����ݡ�����һ���ȳ�����̼������������������֯������������2��������Ƭ��ͼ3��ͼ8���ڹ�������������ЧӲ������3mm,��������15��20μm,����������������(������Ȼ�������豸)10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE 10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
3.2.2 ���ַ���������֯������10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
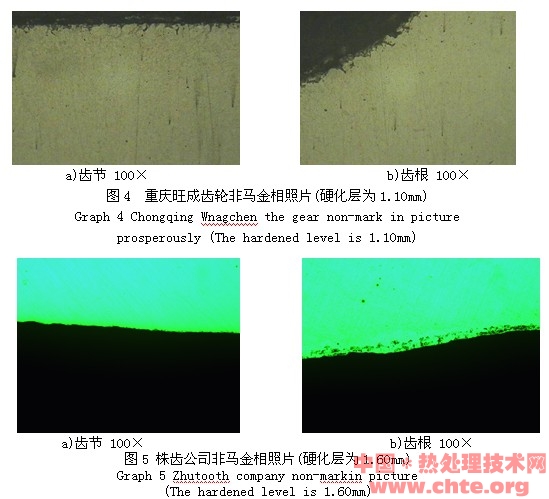
1����ͼ3��ͼ4��ͼ5�ɼ����ݽڷ�����֯�������ɲ��������ݣ����ӳݸ�������ݽϺ��ڴ������ܵ����ӷ�����֯�����Ƚ��������Ķ���١�������ݲ��ÿ��ٹ�������ʹ�𣬱����ɵĸ�ѹ������ȴ�졣�ڳݽڵõ����ַ���������֯���٣��ڳݸ���λ���������ȴ����������������֯�����ɺ�¶���������������ࡣ10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
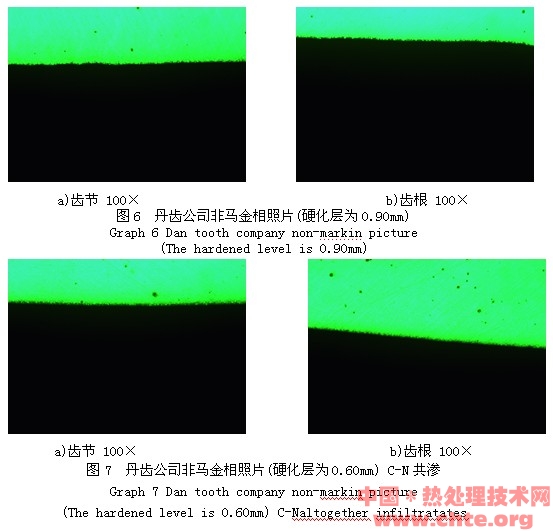
2����ͼ5��ͼ6�ɼ������Dz����й�����ר������Ȼ���������Ҷ�ΪRX���գ�����ݳݽڷ������٣����˸�������Ȼ����Ҫ�ɷ�CH4��ƫ���⣩������һ�����ڣ����÷���ר������Ȼ�������豸��RX���գ����������ֲ�Ʒ�ʹ�������ɫ��̼�ڣ���ЧӲ������0.6mmʱ����������5μm����,�ֻ��н�һ������̽�ָĽ�����ء�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
3����ͼ6��ͼ7�Ƚϣ�ͬ�����Dz��þ��������Ȼ������C-N�����¶ȵͺ���ЧӲ��������٣���Ӧ�����٣���ʵ���ϱ�ͼ6�࣬������C-N����ʹ�õ�NH3û�о����������ù��ҷ���ר���ļ״������������豸����Ȼ����ת�����ݹ�˾ԭ��������Ȼ���豸��������Ϊ10m3/h����ʵ��ʹ������Լ20m3/h����������Ա�5��ǰ��≤3μm����10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
4���Ƚ�ͼ5��ͼ8����1�����Dz���RX������Ȼ����̼������ݲ����˹��ҷ���ר��“��������Ȼ��”�����������ЧӲ�������Ϊ1.60mm,�������֯�ڳݽڴ��dz��͡���Ȼ����һ�����˵������ݷ�����֯�ݸ��Ϻݽڽϱ���˵���ó������˿��ٹ������������ȴ�Ͽ�……���Գݽ���һ����Ч����������֪�����ֵ�ʹ��״̬���Գݽ�Ϊ�ף�������GB/T9450-2005��������̼���Ӳ������ȵIJⶨ��У�ˡ���Ӧǿ�����ַ����IJⶨ����Ӧdz��ʴ�⣬����ָ���ݽ�Ϊ���ձ����ݸ�Ϊ�ο�ֵ���ݸ���λ����ҲӦ�ʵ������Ҳ������кڴ����γɣ����Ƿ�ֹ�ݸ�ƣ�Ͷ��ѵ���Ҫָ��……��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
4 ��̼��������衢ĥ�ݣ���ݹ���һ������̼ǰ�ӹ���̼���ټӹ����Ĵ��ԣ�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
4.1 ����ǿ��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
����ǿ�����գ�����ʹ��������������֯���ٵ�ͬʱ��ʹ����ѹӦ����������˳����������е���ĥ�ԡ�ƣ���ԣ����㷶Ӧ�á���������о���չ��Ӳ���裨500HV���ϣ��Ͷ������裨���Ƚ���Ӳ������ٽ���С�����衣ǿ�����������Ŀ�������ȡ�ÿ�ϲ��Ч��……����10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��������μ��Ľ��ڶ�����ѹӦ�������о�����ѹӦ�����¶ȵ���������˥����һ����400�����Ҿ�˥����ϡ���ˣ��Ը��ٳ��֣���Ӧ�ر�ע�⣺��ν�������ֱȲ��˽��ڳ��֣���Ҳ�������е�ԭ��֮һ��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
4.2 ĥ�ݹ���10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
ĥ�ݿ���ʹ��������������֯���͵�ͬʱ��ʹ���ֳߴ羫����ߣ����õ�ĥ���豸�ۼ�һǧ���������һ̨��ĥ����ʹ���ֱ���ѹӦ��תΪ��Ӧ���������ڳ�����ĥ��ƣ���Ե���ߡ�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
Ŀǰ�������⳧�Ҿ����ø��ִ�ʩ���ٱ��Σ�������̼���ַ���������֯����Դﵽ��ĥ�ݡ���ĥ�ݵ�Ŀ�ġ��磺�¹�sew��˾�����ں�����ݡ�������ɽ���Ĵ�������ֵȹ�˾����������˹�Ч�ͽ��ͳɱ��������������̼���ֵ�������10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
5 ����10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
������̼��������������֯����Ҫdz��ʴ������[16]���ձ��ͺ���ѧ����������δdz��ʴ����������̼��������������֯�Ĵ�ʩ��Ҫ�У�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��1���������õ�̼���ߴ����������Ʊ���̼�����ԭ��������������Ȼ������[5��6��7]��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��2��������ѡ�ú�Cr��Ni��Ti��V��Mo�ĸߴ��ԺϽ���̼�֣�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��3���ӹ��պ��豸�ϲ�ȡ��ʩ����֤¯�����ܿ�����Ⱦ����������Ľ��룻10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��4�������ܲ��ü��ҵĴ����ȴ���ʺ���ȴ��ʽ��Ϊ��ֹ���κͿ��ѣ��ر�Ҫѡ�������ת���ٶȿ��������ת���ٶ����Ĵ����ʣ�10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��5������̼���ֶ��ԣ����������IJⶨ[2]�ο�QC/T262-1999��������̼���ֽ�����顷������ǿ��dz��ʴ�⣬����ָ���Գݸ�Ϊ�ο�ֵ���ݽ�Ϊ���ձ����������кڴ����ڣ�ֻ���еڶ���������10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
һ�㽲��ģ��Խ�ݽڷ������ݸ����������߷������Խ��ģ��ԽС���ݽڷ�����ݸ��������ԽС��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
��6�������س���Ϊ��ֹƣ�Ͷ��ѣ�һ��ӳݸ�����������֯��������Դ����չ���ݸ����������ܿ�����35μm����……Խ��Խ��……�������ڴ��Ĵ���……��
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
�� �� �� ��10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[1] ��־�壬������.��̼������������������֯�γɵ�ԭ��ͷ�ֹ��ʩ[J].�����ȴ���,2000,25(11):37.10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[2] ��־�塢�������.dz̸ijЩ�ȴ�����Դ�ͽ�����е�ijЩ���� [J].�����ȴ���,2008,33��3��:116-119.10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[3] ����ϼ��̷�翭��ëТ���²��ơ��Ӷ�������̼�����쳣���ȷ���[J]�����ȴ���2009 34��12��93��9610R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[4] Ф�Ǻ�������ʿ��Ԭɭ��45���ڲ��������ϵ��ȴ��������о�[J]�������ȴ���,2005,30��6��:83��85.10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[5] ��־�塢������.�ɿ���Դ��ѡ��[J].�����ȴ���, 1996,(1):52.10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[6] ��־�塢���ٻ������Ѻ��������С��ܾ�����˼��,��.��Ȼ����̼����һ����CH4→Cad+H2�����Ż���ʩ��C��.�ڰ˴�ȫ���ȴ���������ļ�.10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[7] ��־��.��̼����������ߵ�;��[J].�ȴ���,2007��3����1.10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[8] ��ѧ�ġ������졢��־���.���������Ȼ����̼����������侭��Ч��[J].�ȴ���,2007,��4��:37-43.10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[9] ��־�塢���ٻ������Ѻ��������С��ܾ�����˼��,��.������Ȼ����������̼[J].��������ȴ���, 2004,(1):41.10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[10] ���ٻ�.����������ë�����������������Ӧ��[J].�����ȴ���, 2002,(6):42.10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[11] ���������ࡣ��е���̱��ֲ�[M].�ȴ�����/����е���̱��ֲᡷ,2003(4):264.10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[12] �ź��������Ȩ����������־�塢�Ź�������.ϡ����̼�����Ը��Ʒ�����֯��Ӱ��[M].2007�꣨������������̼�����ר���о��ᣬ���ġ����ļ�.���ģ�102-118.10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[13] ���ã���ʿ�ع�˾�����ͻ�е��������������ȴ�������[J]�����ȴ���2011,36(7):74��7510R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[14] Ӣ��Bodycote�ȴ�������˾W.Hewitt.����ֱ��ע��̼��������/�������գ�������̼���գ���̼�Ĺ۵�[J].��������ȴ���,2004,(5):29.10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[15] �¹�LindeAG��˾M.Lohymann��.��AvaC��ѹ��̼�п�����Ȳ���䷴Ӧ��[J].��������ȴ���, 2004,(5):32.10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
[16] M.Kato��K.lnone��G.Deng���ձ�����B.S.Jeong�����������룺����˶Գ���¼����̼��������ƣ��ǿ��,�ijߴ�ЧӦ��C��.2007�꣨������������̼�����ר�����ֻ�.���ġ����ļ�(����):85-94.
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
ע����������08.8�Ϻ��й��ȴ���������;08.9̫ԭ�й���Э���ļ�37��44;[J]���ִ���,2011,6,79��86.�����ֲ����ˣ���硢���أ������й��˷�����̼����㾧�����������������ȵ�λ��2012.0310R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
10R�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
|